 Помощь
Помощь










На днях от скуки изготовил в запас очередной алюминиевый цилиндр под чугунный поршень от холодильного компрессора, коих в металлоломе горы. Сам цилиндр литой из алюминиевого поршневого сплава сдобренного цинком, процесс отливки подробно описан в теме про литьё.
http://youtu.be/oU-iREXt8yM
http://youtu.be/MhOBxmT_nus
вот образцы цилиндров
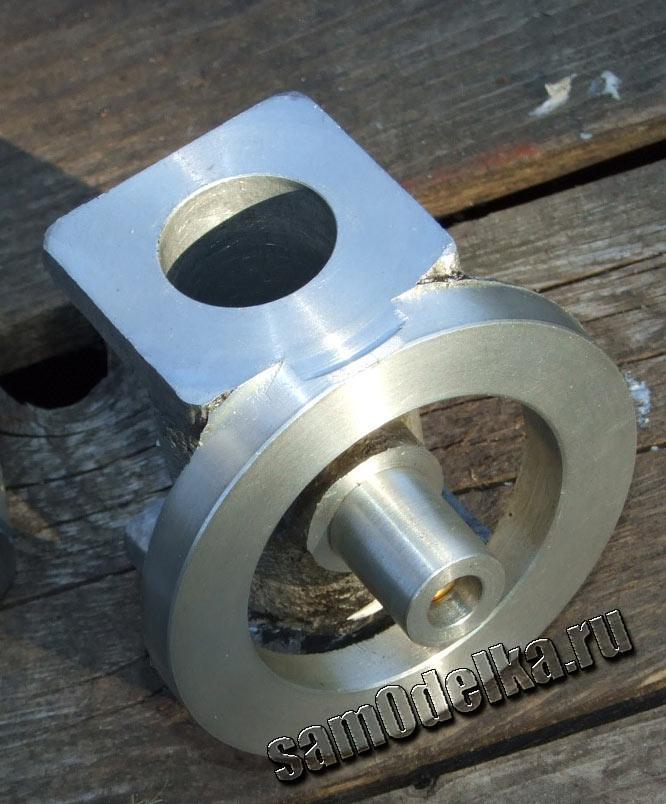 этот цилиндр делался для паровой машины
этот цилиндр делался для паровой машины этот отлит на днях про запас
этот отлит на днях про запас этот планируется для двигателя Аткинсона
этот планируется для двигателя Аткинсона
 а это поршень из гидрокомпенсатора а цилиндр из трубы от пылесоса
а это поршень из гидрокомпенсатора а цилиндр из трубы от пылесосаОбщее в них то, что окончательная обработка проводилась притиркой, сьём металла составлял от 0,6мм на трубе от пылесоса (из неё был сделан вакуумный двигатель, затем переделан в двигатель Ленуара) до 0,1мм в случае литых цилиндров, скорость сьёма металла у меня получалась около 0,1 мм за 15 минут, при этом полностью исправлялись конусность и эллипсность.
Вот как это делается
http://youtu.be/RzMpYAtJE3I
притир делается из материала более мягкого чем цилиндр, например дерево, эбонит, текстолит, на нём делается распил, и в распил вставляется клин, вдвигая который разжимаем притир

причём точность изготовления притира не критична, если постоянно его перемещать взад-вперёд с проворачиванием влево-право, он сам сотрётся ровно
Вот такой притир я делал из водопроводной трубы: сделал надрез, проточил от ржавчины (можно просто зашкурить, но при наличии токарки точить быстрее)
















